
Сварка под флюсом (рис. 1) является самым распространенным способом механизированной дуговой сварки плавящимся электродом. При сварке под флюсом применяется электродная проволока 1 большой длины, свернутая на кассету или в бухту. Ее подача в зону дуги по мере плавления, а также перемещение вдоль свариваемых кромок механизированы и осуществляются сварочным автоматом, имеющим специальные устройства – бункер 2 для внесения в зону сварки флюса и отсоса 11 нерасплавившейся его части 10 со шва для возврата в бункер. Перед началом процесса засыпают флюс вдоль свариваемых кромок в виде валика толщиной 50–60 мм. Возникающая при включении автомата дуга 3 горит между концом электрода и изделием. Под действием тепла дуги плавятся электродная проволока 1, основной металл 4 и часть флюса 5. Дуга горит в закрытой полости 6 (газовом пузыре), ограниченной в верхней части оболочкой шлака, а в нижней – сварочной ванной 7. Полость заполнена парами металлов, флюса и газами. Возникающее статическое давление поддерживает флюсовый свод, который предотвращает разбрызгивание жидкого металла и нарушения в формировании шва.
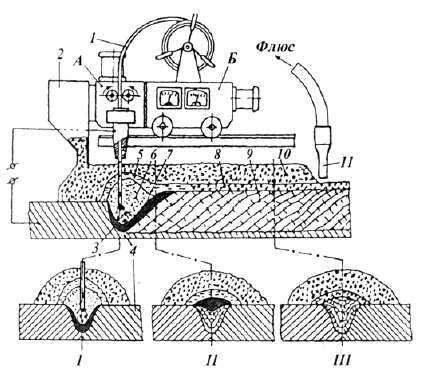
Рис. 1. Схема сварки под флюсом: А – сварочная головка; Б – механизм перемещения; I, II, III – поперечные сечения в различных зонах шва
Расплавленный шлак, обладая небольшой плотностью, всплывает на поверхность жидкого металла сварочной ванны и покрывает его плотным слоем. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва 9, закрытого твердой шлаковой коркой 8. После сварки шлаковая корка удаляется.
Хороший контакт шлака и металла, наличие изолированного от внешней среды пространства обеспечивают благоприятные условия для защиты, металлургической и тепловой обработки ванны и тем самым способствуют получению швов с высокими механическими свойствами. Весьма перспективным является применение ленты вместо электродной проволоки. Электродные ленты имеют обычно толщину до 2 мм и ширину до 40 мм.
Горящая дуга перемещается поперек ленты, равномерно ее расплавляя. Меняя формы ленты, можно существенно влиять на форму шва, изменяя его ширину и глубину проплавления. Сварку под флюсом осуществляют на постоянном и переменном токах. Роль сварщика, работающего со сварочным автоматом, сводится к настройке рабочих параметров режима, к наблюдению за процессом и корректировке его с помощью пульта управления. Поскольку дуга, находящаяся под флюсом, невидима, это исключает возможность визуального наблюдения за ходом процесса. В то же время это обеспечивает практическое отсутствие таких неблагоприятных факторов воздействия на сварщика, как излучение, сварочные аэрозоли и брызги металла и шлака.
Автоматической сваркой под флюсом выполняют стыковые, тавровые и нахлесточные соединения в нижнем положении. Современные флюсы разнообразны, различаются назначением, составом и свойствами и выполняют при сварке следующие функции:
- защищают жидкий металл сварочной ванны от непосредственного контакта с воздухом;
- раскисляют, легируют и рафинируют металл шва;
- изменяют тепловой режим сварки путем уменьшения скорости охлаждения металла;
- обеспечивают устойчивое горение дуги;
- улучшают условия формирования шва.
В зависимости от способа изготовления флюсы подразделяются на плавленые и керамические. Плавленые флюсы получают путем сплавления входящих в них компонентов в электрических или пламенных печах с последующей грануляцией.
Керамические флюсы изготавливают без сплавления входящих в их состав компонентов, путем грануляции смеси порошкообразных веществ с жидким стеклом. В отличие от плавленых, керамические флюсы могут содержать неокисленные металлические порошки: раскислители и легирующие. Это связано с тем, что в процессе изготовления керамические флюсы не подвергаются нагреву до высоких температур.
Наибольшее распространение в производстве получили плавленые флюсы, которые представляют собой сплав оксидов и солей металлов. Основными параметрами режима автоматической сварки под флюсом являются сварочный ток, род и полярность тока, диаметр электродной проволоки, напряжение дуги, скорость сварки. Режим автоматической сварки выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла.
Привет! Это комментарий.
Чтобы начать модерировать, редактировать и удалять комментарии, перейдите на экран «Комментарии» в консоли.
Аватары авторов комментариев загружаются с сервиса Gravatar.