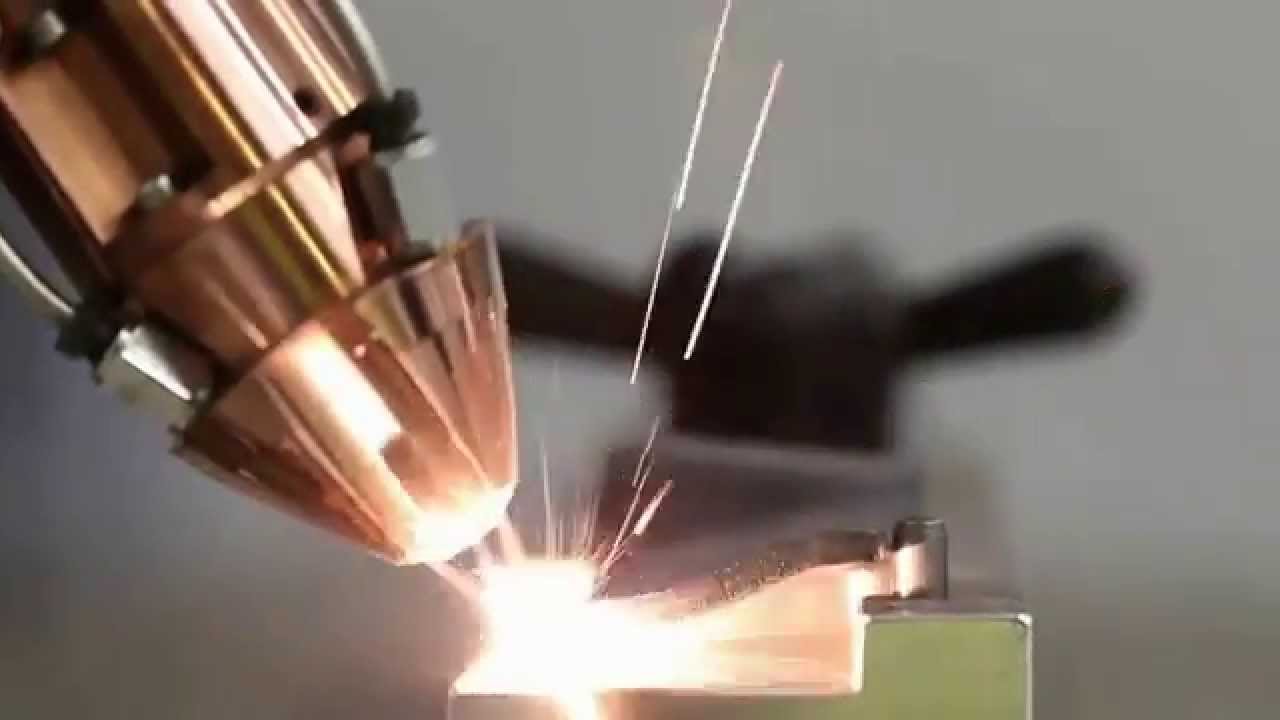
Лазерная сварка, в отличие от электронно-лучевой, также обеспечивающей высокую концентрацию энергии, не требует вакуумных камер. Ее ведут либо на воздухе, либо в защитных газах (Ar, He, CO2).
Оборудование для лазерной обработки вообще и для сварки в частности (рис. 1) включает в себя следующие основные элементы: источник когерентного излучения – технологический лазер; систему транспортировки, отклонения и фокусировки излучения; систему наблюдения; систему газовой защиты изделия; оснастку для крепления и перемещения изделия; средства контроля параметров процесса.
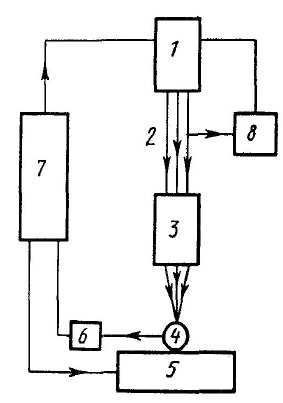
Рис. 1. Схема лазерной сварочной установки 1 – технологический лазер; 2 – лазерное излучение; 3 – оптическая система; 4 – обрабатываемая деталь; 5 – устройство для закрепления и перемещения детали; 6 – датчики параметров технологического процесса; 7 – программное устройство; 8 – датчики параметров излучения
В основу классификации методов лазерной сварки положены три группы признаков: — энергетические признаки, к которым относятся плотность мощности (Вт/см2) и длительность воздействия (с) излучения; — технологические признаки, по которым различают сварку металлов с глубоким проплавлением и сварку деталей малых толщин; — экономические признаки. Лазерную сварку ведут, как правило, при плотностях мощности излучения, находящихся в диапазоне от 1 до 10 МВт/см2. Меньшие плотности мощности не рекомендуются, так как при этом более эффективны и экономичны другие методы сварки. При плотностях мощности более 10 МВт/см2 происходит интенсивное испарение метала, которое приводит к выплеску сварочной ванны и нарушению качественного формирования шва. Сочетание плотности мощности с определенной длительностью воздействия излучения на материал позволяет сваривать металлы и сплавы разных толщин. Лазерная сварка с глубоким проплавлением обеспечивает соединение металлов толщиной >1,0 мм и выполняется лазерами непрерывного и импульсно-периодического действия. Лазерную сварку с глубоким проплавлением ведут, как правило, без присадочного материала в защитной среде. Малыми при лазерной сварке считаются толщины металлов <1,0 мм. Принципиальным, в отличие от сварки с глубоким проплавлением, является отсутствие значительного перегрева и испарения расплавленного металла. В большинстве случаев сварку металлов малых толщин ведут без присадки и защитной среды. Однако при сварке активных материалов, таких как титан, молибден, ниобий, цирконий, применяют защитные газы для предохранения от окисления. Лазерную сварку можно выполнять во всех пространственных положениях. Широкое применение лазерной сварки в ряде случаев сдерживается соображениями экономического характера. Стоимость технологических лазеров пока еще достаточно высока, что требует тщательного анализа возможностей лазерной сварки. Наиболее перспективно применение лазерной сварки в тех случаях, когда использование традиционных способов сварки сопряжено с определенными трудностями. Наибольшее применение лазерная сварка нашла в производстве изделий электронной и радиотехнической промышленности, в точном приборостроении, при получении микроминиатюрных элементов.